近年来,随工业PC机性能的加快速度进行发展,可靠性大为提高,而价格却大幅度降低,以工业PC机为核心的控制管理系统已广泛被领域所接受。在机床控制领域,采用工业PC机,在流行的操作系统下发展通用的,已成为数控技术发展的最新潮流。其中,基于工业PC机和Windows操作系统的开放式、模块化数控系统是发展的主要方向。
美国Delta Tau公司生产的可编程多轴运动控制器(PMAC)是世界上功能最强的运动控制器之一,它借助于Motorola的DSP56001/56002数字信号处理器,可以同时操纵1~8个轴。它能够对存储在它内部的程序进行单独的运算,执行运动程序、PLC程序、进行伺服环更新,并以串口、总线两种方式与主计算机进行通讯。而且它还可以自动对任务进行优先等级判别,从而进行实时的多任务处理,这使得它在处理时间和任务切换这两方面非常大程度上减轻主机和编程器的负担,提高了整个控制管理系统的工作速度和控制精度。
数控火焰切割机,具有一般数字控制机床的特点,能根据数控加工程序,自动完成从点火)预热)通切割氧)切割)熄火)返回原点的整套切割过程。但数控火焰切割机又有别于一般数控金属切削机床,它利用氧)乙炔火焰把钢板割缝加热到熔融状态,用高压氧吹透钢板进行切割,而不像金属切削机床那样,是用金属切削工具与工件刚性接触来进行切削加工。由于各种各样的因素的影响,有时会发生钢板未割穿的现象,此时割炬应暂停下来按原轨迹准确地返回到未割穿点,再按原轨迹重新切割,因此数控火焰切割机一定要有随时实现暂停及按原轨迹返回的功能。
该数控火焰切割机采用工业PC机为基础,在工控机主板上的ISA扩展槽插上PMAC多轴运动控制器,形成该机床的控制中心。工控机上的CPU与PMAC卡的CPU构成主从式双微处理器结构,两个CPU各自实现相应的功能,其中PMAC主要完成机床三轴的运动控制、控制面板开关量的控制和数字化采集的控制,工控机则主要实现系统的管理功能。为实现PMAC多轴运动控制的功能,还需在PMAC板上扩展相应的I/O板、伺服驱动单元、伺服电机、编码器等,最终形成一个完整的控制管理系统。控制管理系统硬件由主频为233MHz的工业PC机、PMAC-Lite1.5运动控制器、I/O板、伺服单元及交流伺服电机等组成。数控系统硬件框图,如图1所示。
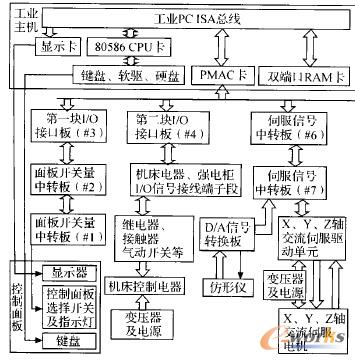
(1)PMAC运动控制器与主机之间的通讯采用了两种方式:一种是总线通讯方式;另一种是利用双端口RAM(DPRAM)进行数据通信,主机与PMAC运动控制器主要是通过PC总线通讯,至于控制卡和电机的状态、电机位置、速度、跟随误差等数据则通过DPRAM交换信息。总线通讯方式是指主机到指定的地址上去寻找PMAC运动控制器,其中指定的地址是由PMAC的跳线确定。双端口RAM主要是用来与PMAC进行快速的数据通讯和命令通讯。一方面,双端口RAM在用于向PMAC写数据时,在实时状态下能快速地将位置数据信息或程序信息进行重复下载:另一方面,双端口RAM在用于从PMAC中读取数据时,能够迅速地重复地获取系统的状态信息。譬如,交流伺服电机的状态、位置、速度、跟随误差等数据可以不停被更新,还可以被PLC或被PMAC自动地写入DPRAM。如果系统中不使用DPRAM,这一些数据必须用PMAC的在线命令(如?、P、V等),通过PC总线进行数据的存取。由于通过DPRAM进行的数据存取不需要经过通讯口发送命令和等待响应,所以所需的时间要少得多,因此响应的速度就快得多。除了快速自动的存取功能外,还可以用PMAC的M变量和主机的指针变量来指定DPRAM中还没有被使用的寄存器,实现数据在主机与PMAC之间的传送。而PMAC在使用数据采集功能时,所采集的数据直接送到DPRAM中,而不是常规的RAM中。
(2)PMAC板的内置PLC功能是经智能I/O接口的输入输出实现的。在控制管理系统中,送入PLC的输入信号主要有:操作面板和机床上的控制按钮、选择开关等信号;各轴的行程开关、机械零点开关等信号;机床电器动作、限位、报警等信号;强电柜中接触器、气动开关接触等信号;各伺服模块工作状态信号等。这些信号是通过光电隔离以后送到智能I/O接口上,光电隔离有效地将计算机数字量通道与外部过程模拟量通道隔离起来,大大地减小了外部因素的干扰,提高了整机系统的可靠性和稳定能力。PLC输出的信号主要有:指示灯信号;控制继电器、接触器、电磁阀等动作信号;伺服模块的驱动使能和速度使能信号等。这些信号经I/O接口送到相应的继电器上,最终控制相应的电器。
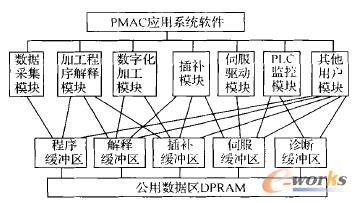
该数控系统采用了前后台式结构,相应地整个软件分为前台程序和后台程序。前台程序的设计最大限度地考虑了软件的开放性,这样就能够准确的通过某些具体实际的要求增加软件的功能模块,为实现这样的功能,要在调度程序中留有一定的时间片供使用,PMAC应用程序提供了利用中断调用这些模块的功能。前台程序最重要的包含插补模块、伺服驱动模块、PLC监控模块、数据采集及数字化加工模块等,也能够准确的通过具体实际的要求加入一些新的控制模块。前台程序功能模块,如图2所示。后台程序主要实现人机对话、数据处理和系统管理等功能。
在分析了数控火焰切割机加工工艺的基础上,开发了基于工业PC机和PMAC板的数控火焰切割机的数控系统,该数控系统拥有非常良好的人机界面及切割轨迹的动态跟踪功能,使用操作十分方便,适合于工业现场使用。该数控系统已成功地应用于武汉电力设备厂数控火焰切割机的改造中。

